Программы/утилиты |
Программы и утилиты для конструкторов и механиков |
Наши контакты:
|
|
|
Нарезание зубьев цилиндрических колес методом обкатки
Нарезание зубчатых колес методом обкатки в настоящее время является самым распространенным методом. Этим методом нарезают цилиндрические шестерни с прямыми, спиральными и шевронными зубьями. Для нарезания колес с наружными прямыми и спиральными зубьями применяют червячные фрезы, круглые и реечные долбяки, для нарезания колес с внутренними зубьями — круглые долбяки, а колес с шевронными зубьями — круглые и реечные долбяки. При этом инструменту и заготовке, кроме перемещений, необходимых для процесса резания, сообщают взаимные перемещения, которые соответствуют движению находящихся в зацеплении пары зубчатых колес или зубчатого колеса и рейки.
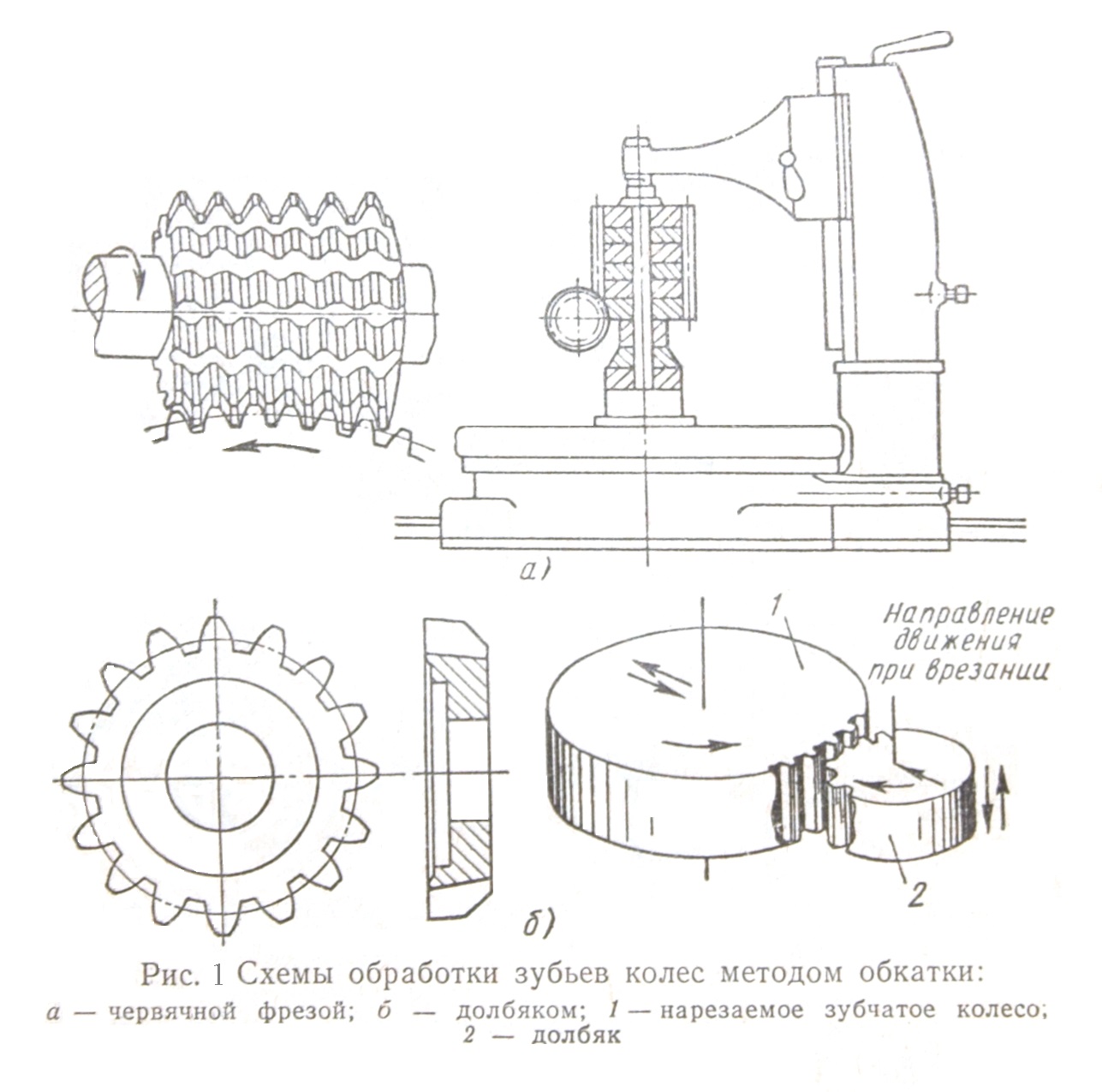
Нарезание зубьев колес червячной фрезой производится на зубофрезерных станках, схема работы которых показана на рисунке 1 (а). Инструмент и заготовка совершают три рабочих движения: вращение фрезы с числом оборотов, соответствующим выбранной скорости резания; вращение зубчатого колеса (за один оборот фрезы обрабатываемое зубчатое колесо проворачивается на число зубьев, равное числу заходов фрезы) и продольная подача - перемещение фрезы параллельно оси детали. Процесс обработки зубьев происходит непрерывно, одновременно с процессом деления, и за один оборот зубчатого колеса производится обработка всех зубьев на длине, равной продольной подаче. При этом методе обеспечиваются шестая-восьмая степени точности.
 |
Для повышения производительности черновой обработки применяют многозаходные червячные фрезы (двух-, трех- и четырехзаходные).
Нарезание червячной фрезой зубчатых колес с модулем до 2 мм производится в один проход, при более крупных модулях — в два-три прохода, причем чистовую обработку целесообразно производить на другом станке отдельной фрезой. Для обеспечения точной установки деталей при обработке необходимо, чтобы их торцы были обработаны перпендикулярно оси отверстия (отклонение не более 0,02—0,03 мм на 100 мм диаметра). При обработке колес ось фрезы наклонена к торцовой плоскости обрабатываемой детали на угол, равный алгебраической сумме угла спирали фрезы и угла спирали обрабатываемой детали.
Нарезание зубьев круглыми долбяками производится на зубодолбежных станках. Схема обработки показана на рисунке 1 (б). Долбяк представляет собой колесо, зубья которого заточены так, что они имеют передний и задний углы (как у резца).
При нарезании зубьев обрабатываемая деталь и долбяк совершают вращательное движение, согласованное, как у находящейся в зацеплении пары зубчатых колес. Долбяк совершает возвратно-поступательное движение параллельно оси детали со скоростью, обеспечивающей (при рабочем ходе) заданную скорость резания, и при врезании приближается к обрабатываемой детали (радиальная подача). Кроме того, обрабатываемая деталь для предотвращения трения инструмента об обработанную поверхность при холостом ходе отводится от инструмента и перед рабочим ходом устанавливается в рабочее положение. При обработке зубчатых колес на зубодолбежных станках обеспечивается пятая-седьмая степени точности и лучшая, чем при обработки на зубофрезерных станках, чистота поверхности.
Зубья многовенцовых колес с близко расположенными венцами и колес с внутренним зацеплением нарезают только методом зубодолбления.
Обработка зубчатых колес реечным долбяком (гребенкой) производится на специальных зубодолбежных станках. Инструмент, имеющий форму зубчатой рейки, совершает возвратно-поступательное движение вдоль оси заготовки, а обрабатываемое зубчатое колесо медленно вращается и поступательно перемещается вдоль рейки. После поворота колеса на один-три зуба и соответственного перемещения вдоль гребенки на один-три шага колесо отводится от гребенки и возвращается в исходное положение. Затем начинается обработка следующего зуба или нескольких зубьев.
Нарезание гребенками менее производительно, чем нарезание шестерен круглыми долбяками и червячными фрезами. Точность и чистота обработки такие же, как и при обработке круглыми долбяками.
Колеса со спиральными зубьями можно обработать специальными круглыми долбяками со спиральными зубьями с углом спирали, обратным по направлению углу спирали зуба шестерни, равным ему по величине.
Для нарезания спиральных зубьев круглым долбяком зубодолбежный станок оснащен копирным устройством, которое сообщает шпинделю с долбяком одновременно продольным перемещением вращательное движение, причем зубья долбяка двигаются по винтовой линии.
Для нарезания колес со спиральными зубьями применяют обычные реечные долбяки с прямыми зубьями, которые перемещаются не параллельно оси заготовки, а под углом, равным углу подъема спирали зубьев колес.
Колеса с шевронными зубьями обрабатывают методом обкатки на специальных зубострогальных станках с двумя круглыми долбяками со спиральными зубьями или двумя реечными долбяками с косыми зубьями (рисунок 2).
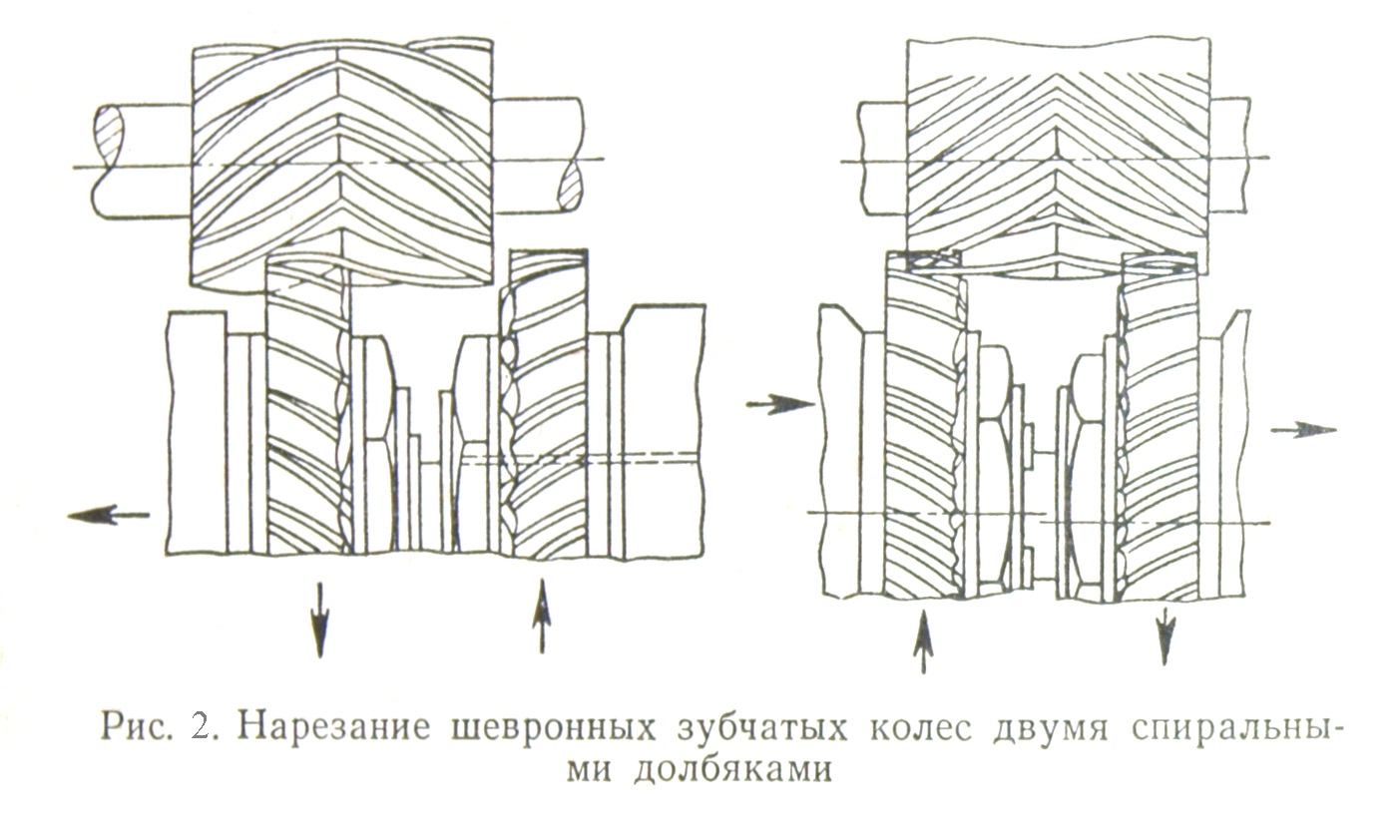 |
Станок, оснащенный круглыми долбяками, представляет собой как бы два зубодолбежных станка, соединенных основаниями, причем один настроен на обработку зубьев с правой спиралью, а другой - на обработку зубьев с левой спиралью. Инструмент и изделие совершают такие же движения, как на обычном зубодолбежном станке. Точно так же станок, оснащенный реечными долбяками, представляет собой как бы два станка с ползунами, движущимися в направляющих, расположенных под углом, соответствующем углу спирали зубьев шестерни. Реечные долбяки с косыми зубьями (правый и левый) имеют такой же угол наклона зубьев, как колесо. Долбяк и деталь совершают такие же движения, как на обычном зубодолбежном станке, на котором обрабатываются шестерни с косыми зубьями. Долбяки работают попеременно: один совершает рабочий ход, другой - обратный ход.
Этим способом могут обрабатываться шевронные зубчатые колеса без канавки между венцами.
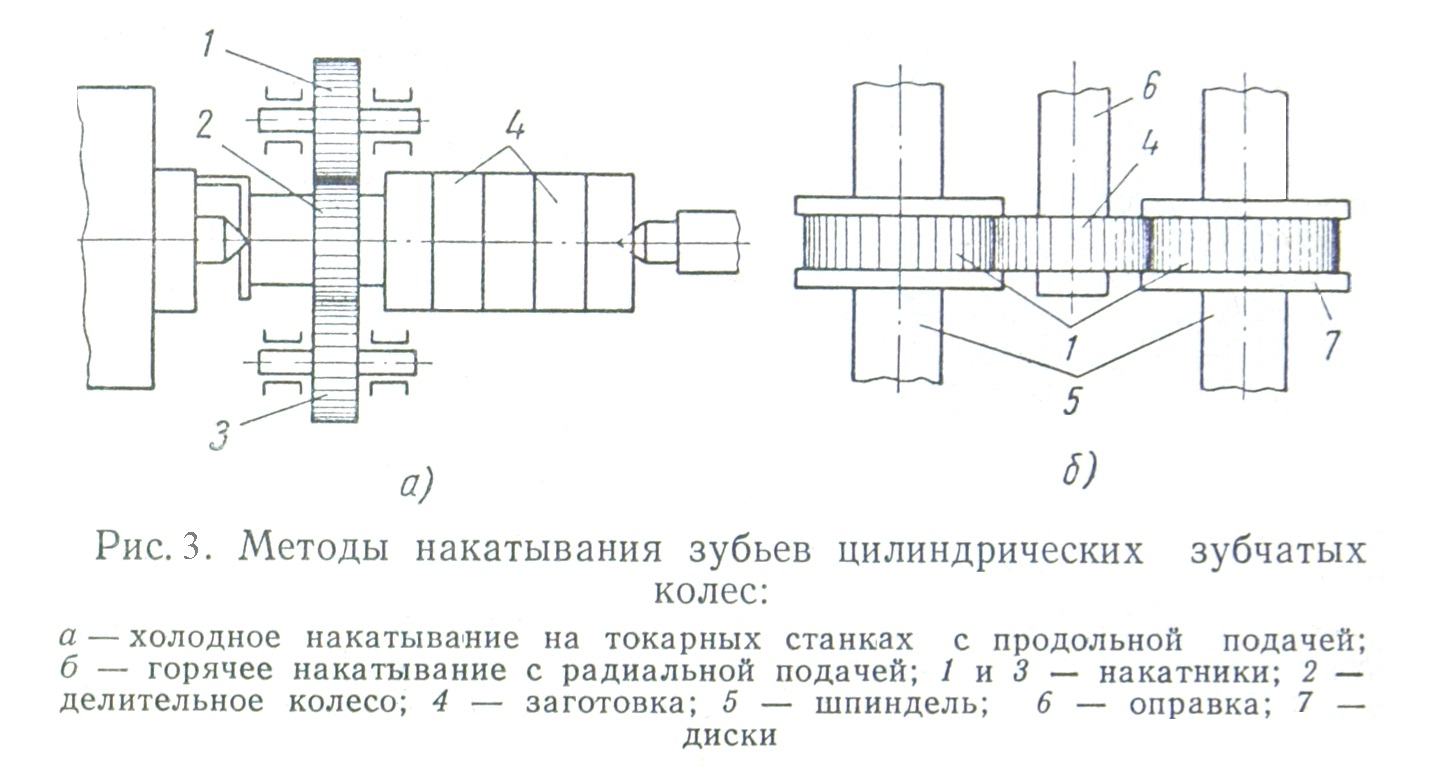
Кроме обработки резанием, зубья цилиндрических зубчатых колес изготавливают методом пластической деформации - накатыванием. Зубья колес модулем до 1,5 мм накатывают в холодном состоянии на специальных станках или токарных станках с продольной подачей (рисунок 3, а). На оправке, установленной в центрах, закрепляют делительное колесо 2 и заготовки 4. Накатники 1 и 3, закрепленные на суппорте станка, имеют заборную часть для постепенного образования зубьев. В начале накатывания они входят в зацепление с делительным колесом 2, а по мере образования зубьев на заготовках приводятся во вращение этими зубьями. Для получения более точного профиля зубьев накатывание ведется с реверсированием вращения заготовок. Холодное накатывание может обеспечить точность изготовления зубьев колес до восьмой степени.
 |
В горячем состоянии накатываются зубья колес с модулем до 5 мм и диаметром до 450 мм. Горячее накатывание производится как с продольной, так и с радиальной подачей на мощных станах.
При горячем накатывании с продольной подачей заготовка, нагретая в высокочастотном индукторе до температуры 1000-1200° С, перемещаясь вдоль оси, вводится между накатниками, аналогично тому как это делается при холодном накатывании зубьев.
При горячем накатывании зубьев с радиальной подачей (рисунок 3, б) заготовка 4, закрепленная на оправке 6, после нагрева в индукторе вводится между вращающимися накатниками, закрепленными на шпинделях 5. Заготовка под действием накатников, сдвигающихся в радиальном направлении, вращается, и на ее поверхности образуются зубья. Накатники закреплены на шпинделях между дисками 7, препятствующий течению металла вдоль оси зубьев и способствующими лучшему заполнению формы зубьев. Накатники во время работы охлаждаются водой. Этот метод обеспечивает точность изготовления зубьев девятой-десятой степени. Для повышения точности зубья подвергают дополнительной чистовой обработке.
При накатывании зубьев понижается расход материала на изготовление колес, уменьшается трудоемкость процесса изготовления и за счет более выгодного расположения волокон металла повышается прочность зубьев.
Материал статьи написан на основе литературного источника "Технология производства двигателей внутреннего сгорания" М. Л. Ягудин