Программы/утилиты |
Программы и утилиты для конструкторов и механиков |
Наши контакты:
|
|
|
Обработка пространственно-сложных фасонных поверхностей
Обработка пространственно-сложных фасонных поверхностей может производиться на вертикально-фрезерных станках. Однако производительность и точность обработки при этом низкие и после фрезерования надо затрачивать много ручного труда на доводку поверхности.
Для обработки таких поверхностей широкое распространение получили копировально-фрезерные станки, работающие по объемным копирам (рисунок 5)
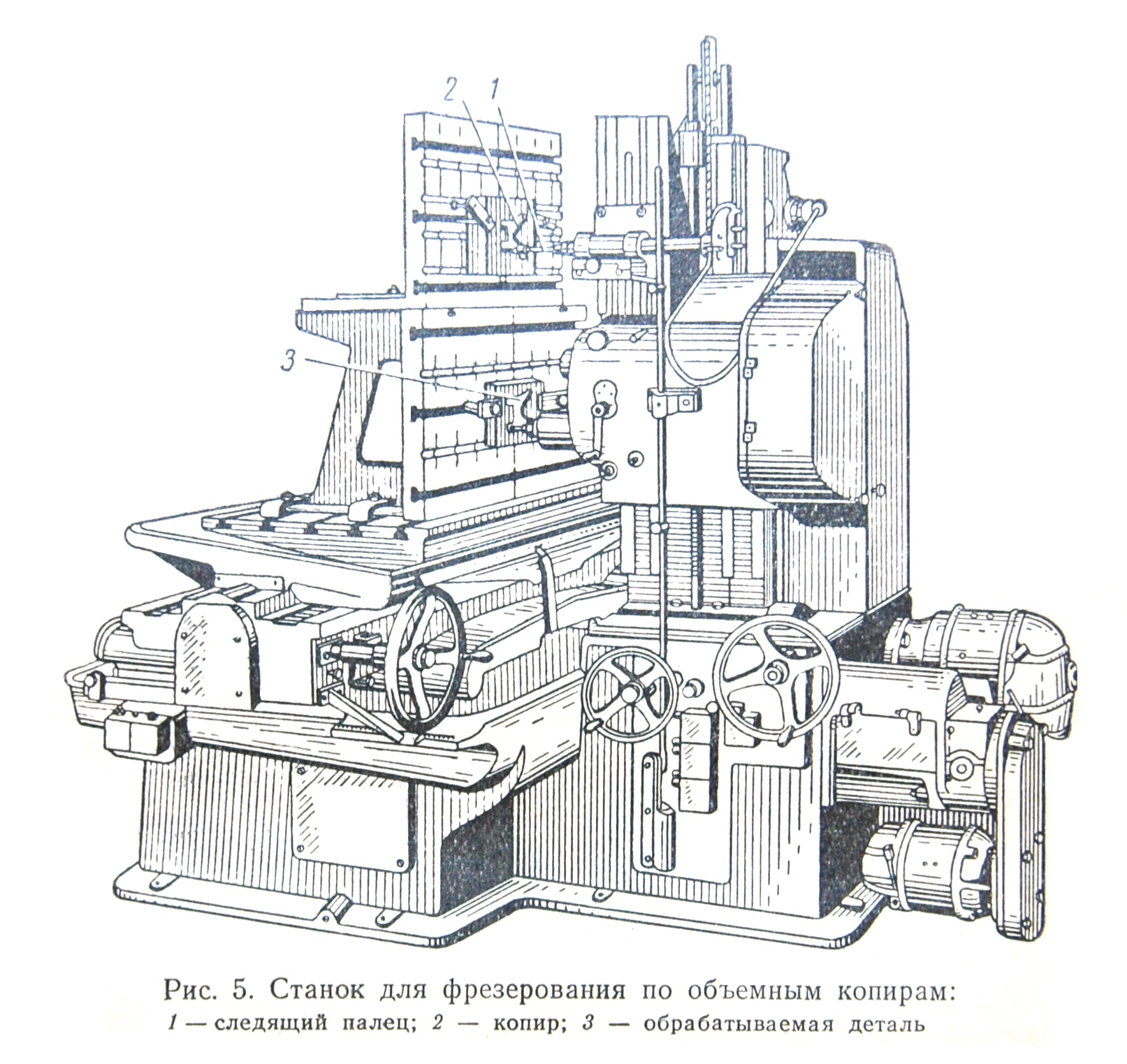 |
На столе станка устанавливается кронштейн, в верхней половине которого укреплен объемный копир 2, а в нижней - обрабатываемая деталь 3.
На копировальном суппорте смонтированы рабочий шпиндель, в котором закреплена фреза, и шпиндель, несущий следящий палец 1, имеющий форму фрезы. Копировальный суппорт может перемещаться в горизонтальном (вдоль оси шпинделя) и в вертикальном направлениях.
Во время движения стола палец 1, прижимаясь к копиру, при изменении контура перемещается в осевом направлении. Каждое перемещение следящего пальца в осевом направлении дает электрический импульс, который, проходя через усилитель, воздействует на рабочий шпиндель с фрезой, и шпиндель перемещается в горизонтальном направлении на ту же величину. За каждый ход стола фреза обрабатывает на поверхности детали дорожку такого же профиля, как на копире. Каждый последующий ход стола производится при вертикальном смещении копировального шпинделя на 1-5 мм; при этом последовательно обрабатываются дорожки, соответствующие соседним сечениям копира.
Обработка сложных фасонных поверхностей производится также электроискровым и ультразвуковым методами, при которых деталь получает форму инструмента. При электроискровой обработке фасонный инструмент изготавливается из графитизированного материала, меди, латуни, алюминия и других легкообрабатываемых проводящих материалов. При ультразвуковой обработке инструмент делают из стали.
Шлифование и полирование фасонных поверхностей типа турбинных лопаток, лопастей насосов и тому подобных можно производить на станках. В качестве инструмента на этих станках применяется лента с наклеенными на поверхность абразивными зернами или порошком. При работе лента свободно натянута или прижата к обрабатываемой поверхности роликом. Контакт ленты с обрабатываемой деталью происходит на значительно большей поверхности, чем при обработке абразивным кругом, вследствие чего больше рассеивается тепла, возникающего в процессе шлифования.
При шлифовании абразивной лентой достигается чистота поверхности до одиннадцатого класса.
Материал статьи написан на основе литературного источника "Технология производства двигателей внутреннего сгорания" М. Л. Ягудин