Программы/утилиты |
Программы и утилиты для конструкторов и механиков |
Наши контакты:
|
|
|
Нарезание зубьев конических колес
У конических колес с прямыми и спиральными зубьями размеры и профиль по длине зуба изменяются, поэтому метод копирования применяется только для черновой обработки зубчатых колес.
Предварительное нарезание прямозубых крупномодульных конических колес обыкновенно производят на горизонтально-фрезерных и простых зубофрезерных станках, у которых на столе установили делительное приспособление.
Нарезания прямых зубьев конических колес на чистовую производят на зубострогальных станках обкаткой.
 |
Принцип действия этих станков (рис. 4, а и б) основан на воспроизведении движения обкатки обрабатываемого колеса 2 по воображаемому плоскому зубчатому венцу 1, зубьями которого являются два призматических резца 3, совершающие возвратно-поступательные движения.
Обрабатываемое зубчатое колесо при вращении входит в зацепление с зубьями плоского венца, которые образовали резцы; так происходит обработка зуба (рис. 4, в). Потом обрабатываемое зубчатое колесо возвращается в первоначальное положение, поворачиваясь на один зуб. При следующих циклах обрабатываются оставшиеся зубья.
Таким методом обеспечивается высокая точность и чистота обработки.
Для нарезания зубчатого профиля у некрупных колес применяют круговые протяжки, которые обеспечивают высокую производительность труда. Но при этом точность получают ниже, чем при обработке на зубострогальных станках.
Нарезание конических колес с криволинейными зубьями методом обкатки производят резцовой головкой с торцовыми фасонными зубьями и конической червячной фрезой .
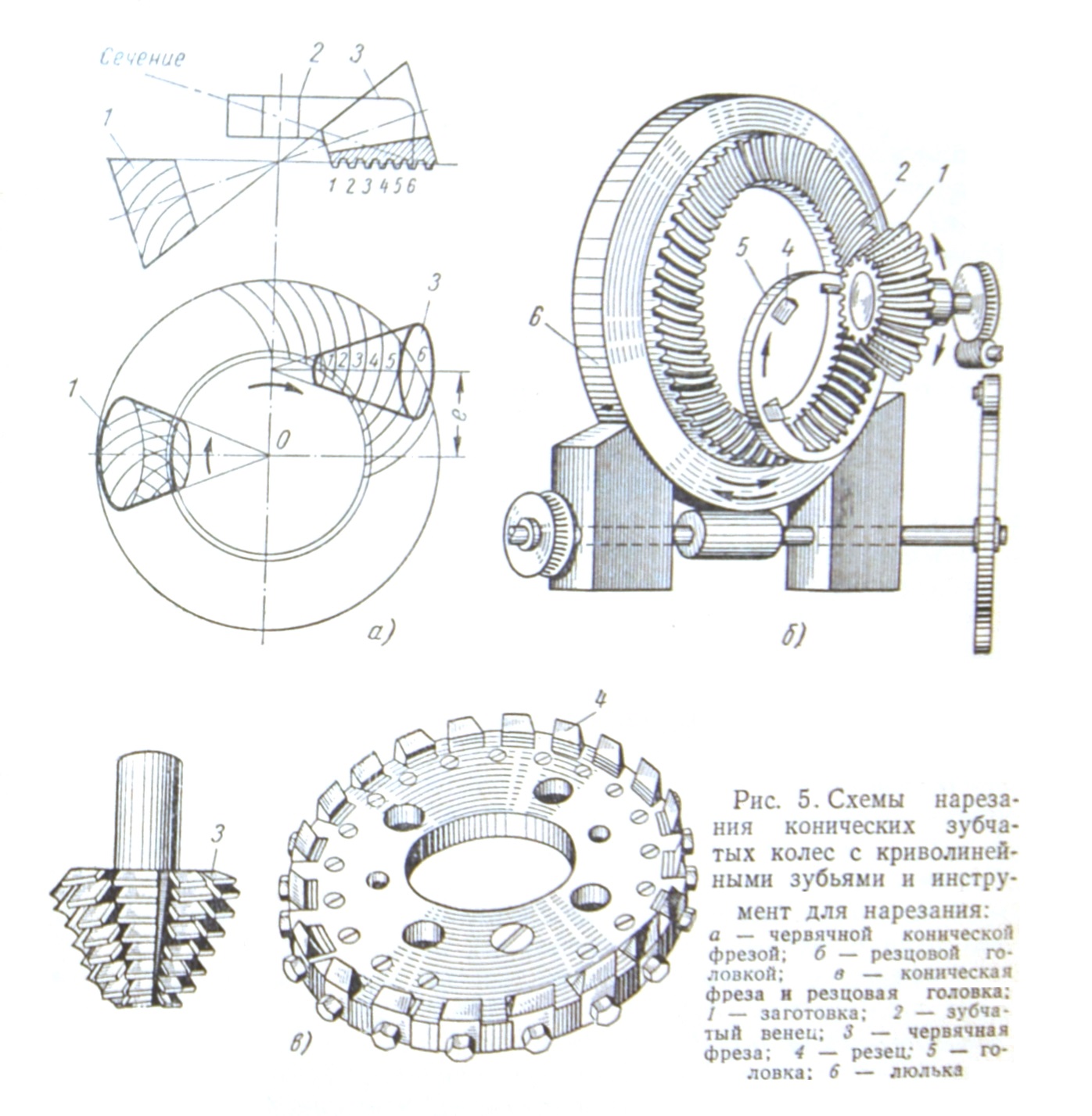 |
При нарезании конических колес с криволинейными зубьями конической червячной фрезой (рис. 5, а) заготовка 1 вращается, как будто находясь в зацеплении с плоским спиральным зубчатым венцом 2, зубья которой в нормальном сечении совпадают с сечением конической червячной фрезы 3. Фреза, имеющая число оборотов, обеспечивающее нормальную скорость резания, совместно с люлькой станка со скоростью подачи (медленно) вращается вокруг оси О и производит обработку криволинейных зубьев. Такой способ может обеспечить обработку по седьмой-восьмой степени точности и невысокую чистоту поверхности.
Первый способ (рис. 5, б) применяется для обработки конических зубчатых колес, зубья которых очерчены по дуге окружности. Как и при обработке конической червячной фрезой , процесс образования зубьев производят при обкатке заготовки 1 в зацеплении с воображаемым плоским зубчатым венцом 2, один из зубьев которого очерчен резцами 4 круглой резцовой головки 5. Головка закреплена на шпинделе, который вращающется в подшипниках, смонтированных в люльке 6. Движение люльки и заготовки определяется системой червячных передач и сменных цилиндрических колес.
Люлька и заготовка на невысокой скорости вращаются, и резцовая головка, проходящая около заготовки, производит обработку одного зуба. Потом люлька возвращается в первоначальное положение, колесо поворачивается на один зуб и начинается обработка следующего зуба. Такой метод обеспечивает высокую точность и чистоту обработки и является самым распространенным.
Зубчатый профиль конических колес могут производить также накатыванием в горячем состоянии или штамповкой в штампе, матрица которого имеет форму, обратную форме зубчатого венца.
Нарезание зубьев червячных колес
Нарезание зубьев червячных колес производят на зубофрезерных станках. На них деталь в процессе обработки вращается в зацеплении с червячной фрезой в условиях, которые соответствуют зацеплению червячного колеса с червяком.
Зубья червячных колес нарезают двумя методами: радиальной и тангенциальной подачи фрезы.
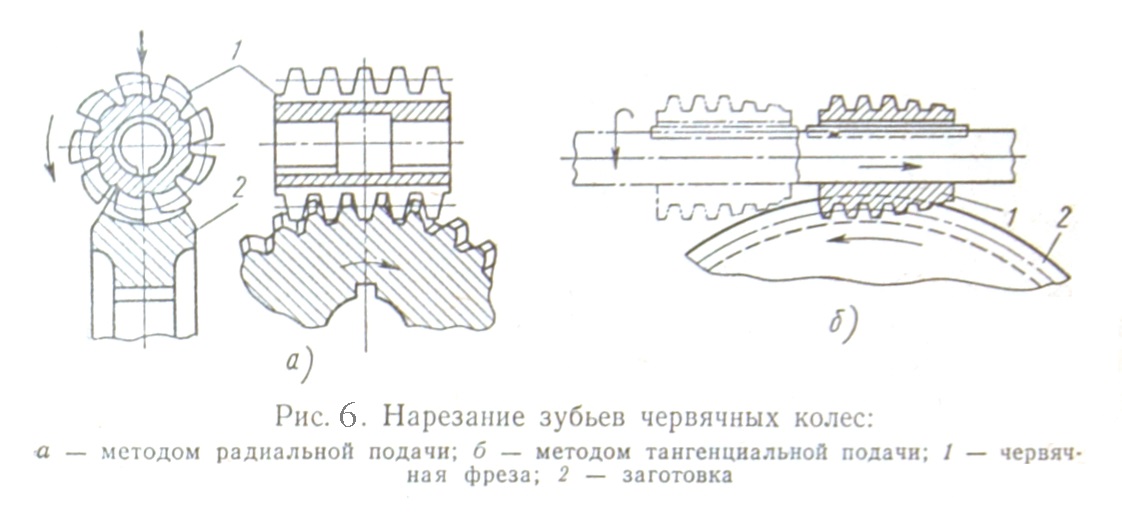 |
Нарезание зубьев методом радиальной подачи (рис. 6, а) производят при установке оси фрезы в плоскости, проходящей через середину обрабатываемого зубчатого колеса (по оси выточки) при вращении фрезы и колеса с заданным передаточным отношением и постепенной радиальной подачей заготовки на фрезу до достижения необходимого межцентрового расстояния.
Нарезание зубьев вторым методом (рис. 6,6) производят при заданном межосевом расстоянии между фрезой и заготовкой. Фреза для обработки червячных зубчатых колес этим методом имеет три-четыре витка, заточенных на конус, которые образуют заборную часть. В начале обработки фреза устанавливается таким образом, что только крайний виток наименьшего диаметра касается поверхности заготовки. При запуске станка, помимо вращения, обеспечивающего движение обкатки, фреза получает подачу вдоль оси по касательной к нарезаемой шестерне (тангенциальную подачу), а заготовка детали для избежание нарушения условий обкатки — дополнительное вращение. При движении фрезы вдоль оси на величину шага заготовка должна повернуться дополнительно на один зуб.
Такой метод менее производителен, чем метод радиальной подачи, но может обеспечить лучшую чистоту и точность обработки зубьев.
Материал статьи написан на основе литературного источника "Технология производства двигателей внутреннего сгорания" М. Л. Ягудин