Программы/утилиты |
Программы и утилиты для конструкторов и механиков |
Наши контакты:
|
|
|
Разные методы нарезания резьбы
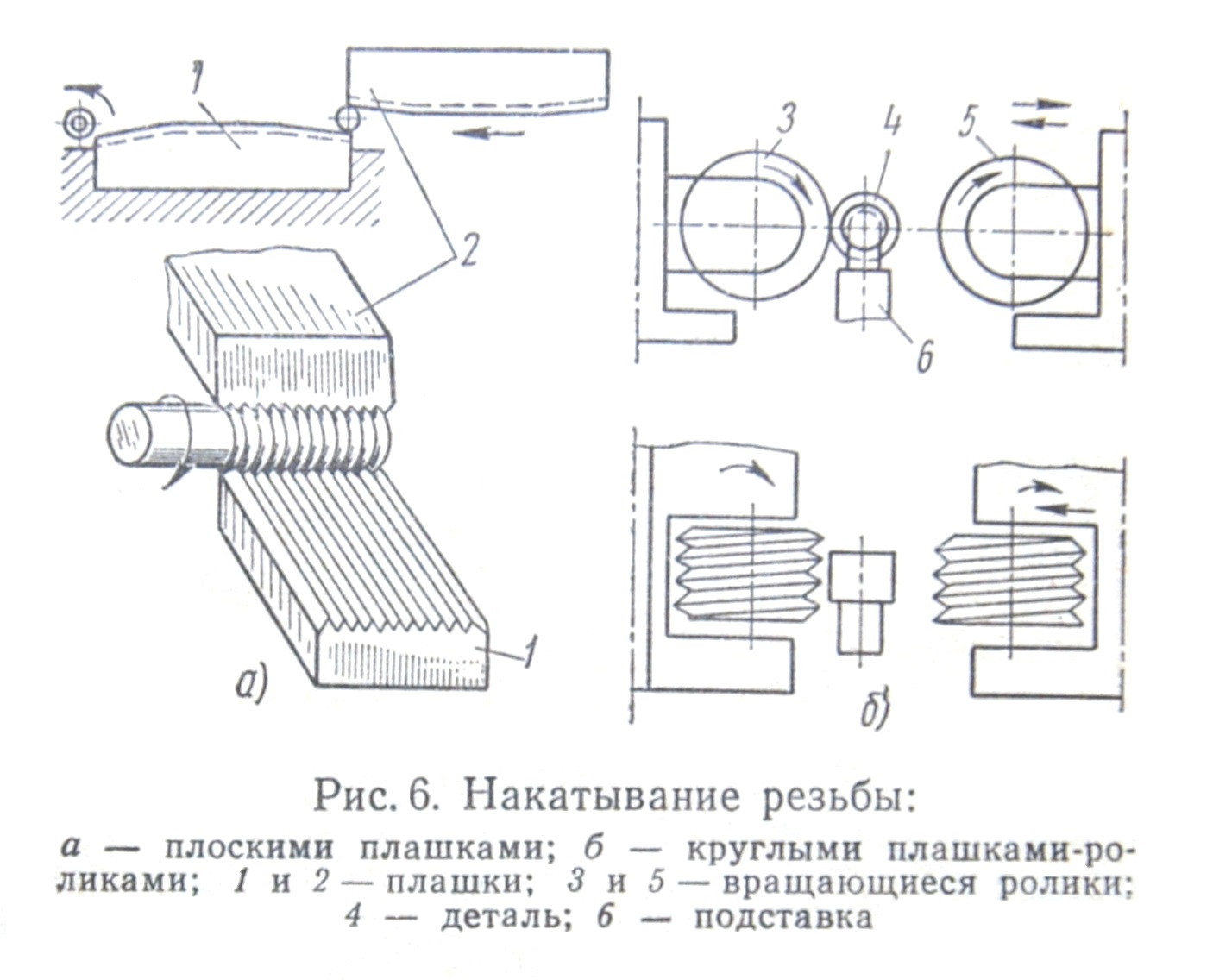
Накатывание резьбы
В массовом и серийном производстве для образования резьбы на валах, болтах, винтах, шпильках и подобных деталях часто применяется накатывание резьбы. При работе эти методом резьба получается из-за возникновения пластической деформации материала, происходящей при вдавливании резьбонакатных плашек в поверхность вращающейся между ними детали.
Методом накатывания резьбы обеспечивают высокую чистоту поверхности резьбы (до девятого класса) и точность первого-второго класса, а также повышенную прочность детали, полученную в следствии того, что волокна материала детали не перерезаются и происходит упрочнение материала.
Накатывание резьбы производят на резьбонакатных станках плоскими и круглыми плашками (роликами), на токарных, револьверных и болторезных станках самораскрывающимися головками с тремя круглыми плашками.
При накатывании резьбы плоскими плашками (рисунок 6, а) плашка 1 закреплена, плашка 2 совершает возвратно-поступательное движение, образуя таким образом на заготовки, прокатываемой между плашками, резьбу. Профиль резьбы задается профилем канавок на плашке, а размеры определяются расстоянием между плашками и диаметром заготовки, который равен примерно среднему диаметру резьбы.
 |
Станки для накатывания резьбы обычно оборудованы загрузочными устройствами; производительность их составляет 80-120 деталей в минуту. При ручной загрузке производительность станка равна 30-50 деталей в минуту.
Резьба на плоских плашках нарезается под углом к основанию, который равен углу подъема резьбы; на концах плашек делается заборная часть, вследствие чего более плавно осуществляется захват и выброс детали.
Накатывание резьбы роликами-плашками (рисунок 6, б) обеспечивает более высокую чистоту поверхности и более точную резьбу.
Накатываемая деталь 4 устанавливается на подставке 6 между вращающимися роликами 3 и 5. Ролики под действием кулачкового или гидравлического привода сближаются и накатывают на поверхности детали резьбу. При отводе роликов деталь освобождается.
Резьба на накатных роликах делается многозаходной с направлением, обратным направлению резьбы детали.
Ролики и плашки изготавливают из инструментальной легированной стали (Х12М, Х12Ф, ХВГ), подвергают закалке; профиль резьбы шлифуют, что обеспечивает высокие стойкость роликов и качество резьбы.
Нарезание внутренней резьбы метчиками
Наиболее производительным и распространенным методом нарезания внутренней резьбы является нарезание резьбы метчиками.
Ручные метчики применяют для нарезания резьбы в условиях единичного производства, при ремонтных работах, а также для нарезания резьбы в труднодоступных местах деталей. Комплект ручных метчиков состоит из двух или трех метчиков: первые метчики предварительные с длинной заборной частью и неполной резьбой и последний – калибрующий.
Ручные метчики изготавливают из углеродистой стали; резьбу обычно не шлифуют.
Машинные метчики изготавливают цельными, насадными, со вставными зубьями и с выдвижными плашками (резьбонарезная головка). Режущие части машинных метчиков обычно изготавливают из быстрорежущей стали; резьбу шлифуют.
Для закрепления метчика на станке применяют самовыключающиеся патроны. При работе на сверлильных станках используют пружинные патроны, выключающиеся при перегрузки метчика, при работе на револьверных станках – кулачковые патроны, выключающие метчик при достижении заданной глубины резьбы. Кулачковые патроны применяют и для нарезания резьбы круглыми плашками, заменив держатель метчика плашкодержателем.
Гаечные метчики применяют для нарезания резьбы на гайконарезных станках. Гаечные метчики с длинным прямым хвостовиком закрепляют в быстросменном патроне. Нарезанные гайки остаются на хвостовике, и при заполнении всей длины хвостовика метчик снимают со станка, гайки сбрасывают и метчик снова устанавливают в патроне.
Гаечные метчики с изогнутым хвостовиком работают без снятия со станка до полного затупления. Такой метчик устанавливают в изогнутую трубку или разъемный патрон с каналом соответствующей формы (рисунок 7); от перемещения метчик удерживается гайками, находящимися на хвостовике. Нарезанные гайки одна за другой перемещаются к хвостовику и выталкиваются в отверстие трубки.
 |
Гайконарезные станки работают по полуавтоматическому или по автоматическому циклу.
Шлифование резьбы
Высокоточную обработку резьбы на закаленных и изготовленных из твердых материалов деталях (резьбовые калибры, детали прессформ, червяки) выполняют шлифовальными кругами на резьбошлифовальных и специальных станках.
Процесс шлифования резьбы схож с процессом резьбофрезерования; соответственно шлифовальный круг похож на фрезу с очень большим числом зубьев.
Шлифование резьбы производят однониточным кругом, выставленным под углом к оси детали, равным углу подъема винтовой линии, или многониточным кругом. Профиль шлифовального круга, соответствующий профилю впадины резьбы, заправляется при помощи алмазов, закрепленных в державках специального устройства или стальными шарошками – роликами, профиль которых соответствует профилю шлифуемой резьбы.
Мелкую резьбу с шагом до 2 мм в основном шлифуют на цилиндрической заготовке.
При большом шаге резьбы черновая нарезка резьбы производится до термообработки.
Шлифование резьбы червяков производят однониточным кругом. Резьбу червяков небольших модулей (до трех-четырех мм) могут шлифовать профильным кругом. Резьбу червяков более крупных модулей (более четырех мм) шлифуют в два приема: сперва шлифуют одну сторону профиля, а потом другую.
Шлифование резьбы осуществляют мелкозернистыми кругами, обеспечивая при этом чистоту поверхности резьбы до двенадцатого класса и точность выше первого класса.
Материал статьи написан на основе литературного источника "Технология производства двигателей внутреннего сгорания" М. Л. Ягудин