Программы/утилиты |
Программы и утилиты для конструкторов и механиков |
Наши контакты:
|
|
|
Обработка зубьев зубчатых колес. Общие положения
Зубчатые колеса (венцы) являются элементами множества деталей машин и нужны для передачи вращения от одной детали к другой.
В зависимости от функции, взаимного положения, величины нагрузок и окружной скорости изменяются требования к зубчатым колесам и их конструкция.
Самыми распространенными конструкциями зубчатых колес считаются цилиндрические с прямыми, спиральными и шевронными зубьями с наружным и внутренним зацеплением; конические с прямыми и криволинейными зубьями; червячные.
Требования к точности зубчатых колес установлены ГОСТами. Зубчатые колеса изготавливают двенадцати степеней точности. В государственных стандартах указаны допустимые для каждой степени точности погрешность концентричности начальной окружности относительно базовой поверхности, равномерность толщины и шага зубьев, погрешности направления и профиля зубьев и чистота обработки.
Зубья колес нарезают двумя методами: методом копирования и методом обкатки.
При нарезании зубьев первым методом используются дисковые и пальцевые фрезы, резцы, протяжки и абразивные круги с профилем, соответствующим профилю впадины между зубьями.
При нарезании зубьев вторым методом применяются червячные фрезы, резцы, долбяки и абразивные круги, режущие кромки которых при вращении или возвратно-поступательном движении описывают профиль зубьев рейки или шестерни, с которыми в процессе обработки как бы обкатывается обрабатываемая шеcтерня (рисунок 1).
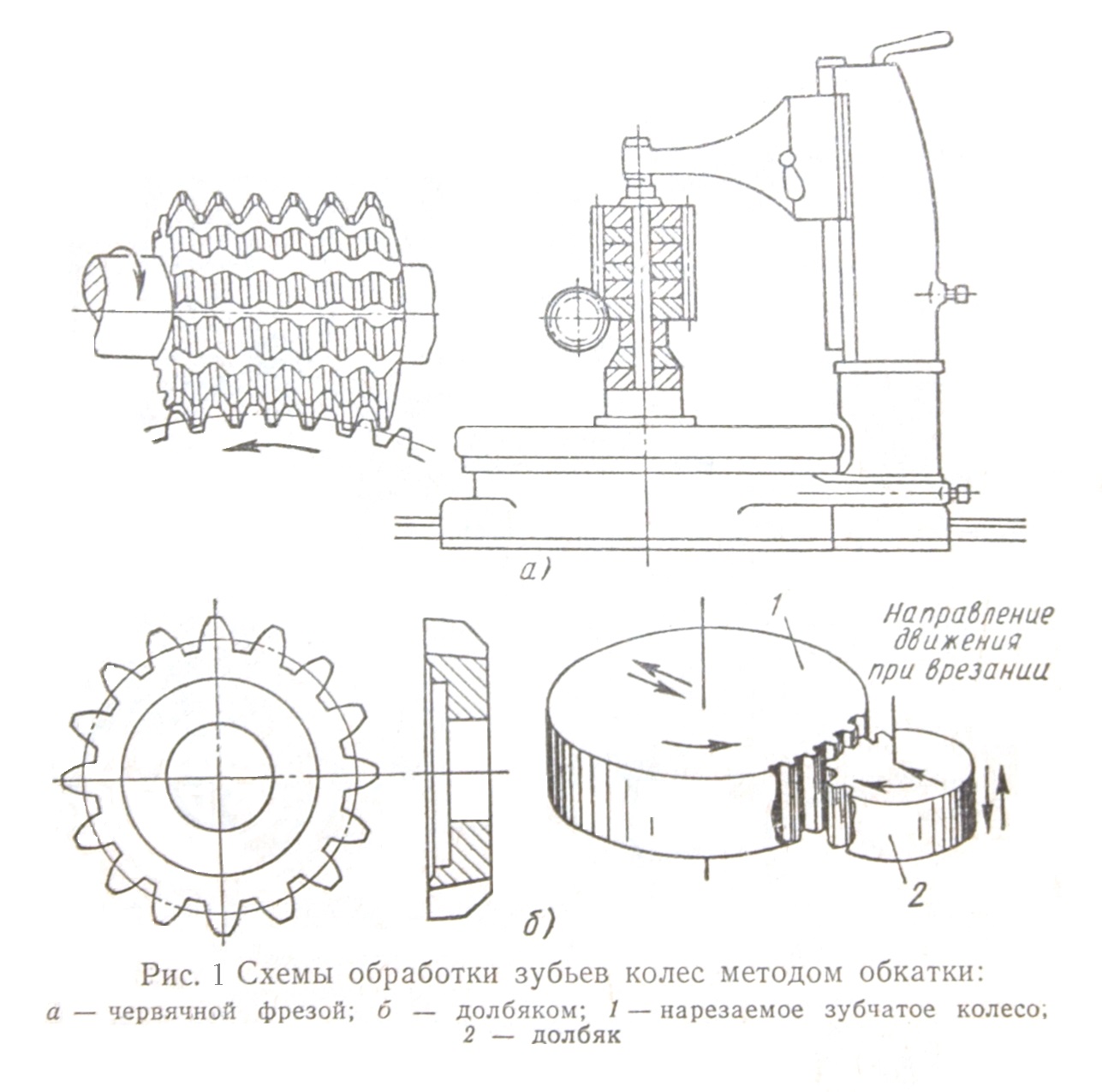 |
Помимо перечисленного, зубья обрабатывают методом пластических деформаций - холодное накатывание, горячее накатывание, выдавливание, штамповка.
Обработка зубьев цилиндрических колес методом копирования.
Таким методом изготавливают цилиндрические колеса с прямыми, спиральными и шевронными зубьями.
Для изготовления колес с прямыми и спиральными зубьями с модулем ниже 20 мм применяются дисковые модульные фрезы, а с модулем выше 20 мм — пальцевые модульные фрезы. Пальцевыми модульными фрезами обрабатывают и колеса с шевронными зубьями.
При нарезании зубьев дисковыми и пальцевыми фрезами за счет погрешностей профиля фрез и делительных устройств достигают точности восьмой-десятой степеней и чистоты обработки третьего-шестого классов, при этом затрачивается немало времени на холостые ходы и деление. Метод копирования применяют в единичном производстве, а также при ремонте машин, не требующих установки шестерен высокой степени точности, и для предварительного нарезания зубьев шестерен.
Методом копирования можно обрабатывать зубья колес фасонными протяжками на вертикально-протяжных и горизонтально-протяжных станках, оснащенных делительными приспособлениями.
Протяжку или набор протяжек, установленный для обработки нескольких смежных впадин, закрепляют на ползуне станка. Деталь устанавливают в делительном приспособлении. Обработка протяжками обеспечивает высокую производительность и высокую чистоту поверхности, однако из-за погрешностей деления и профиля протяжек не применяется для обработки шестерен высокой степени точности.
Для обработки зубчатых колес небольших размеров с внутренним зацеплением используют протяжки, которые обрабатывают одновременно все зубья.
Материал статьи подготовлен на основе литературного источника "Технология производства двигателей внутреннего сгорания" М. Л. Ягудин