Программы/утилиты |
Программы и утилиты для конструкторов и механиков |
Наши контакты:
|
|
|
ТОЧНОСТЬ И КАЧЕСТВО ОБРАБАТЫВАЕМЫХ ПОВЕРХНОСТЕЙ
Понятие о точности обработки, причины возникновения погрешностей обработки.
Точность обработки считают степень соответствия обработанной детали прототипу, изображенному на чертеже.
Точность обработки прямо влияет на эксплуатационные качества и износостойкость машин и получает огромное значение при увеличении их скорости и удельных нагрузок. Кроме того, закладываемая точность изготовления изделия влияет непосредственно на технологический процесс, выбор припусков, трудоемкость обработки деталей и сборки машин. Увеличение точности обеспечивает взаимозаменяемость деталей.
Важную роль вопросы точности играют при автоматизации производства.
Каждая деталь ограничена комплексом поверхностей, некоторые из которых подвергаются механической обработке. Следовательно, говоря о точности, подразумевают следующие понятия:
- Точность исполнения размеров отдельных поверхностей изделия (диаметр вала или отверстия, угол и длина конуса, глубина отверстия или паза), регламентируемая допусками, заданными на чертежах.
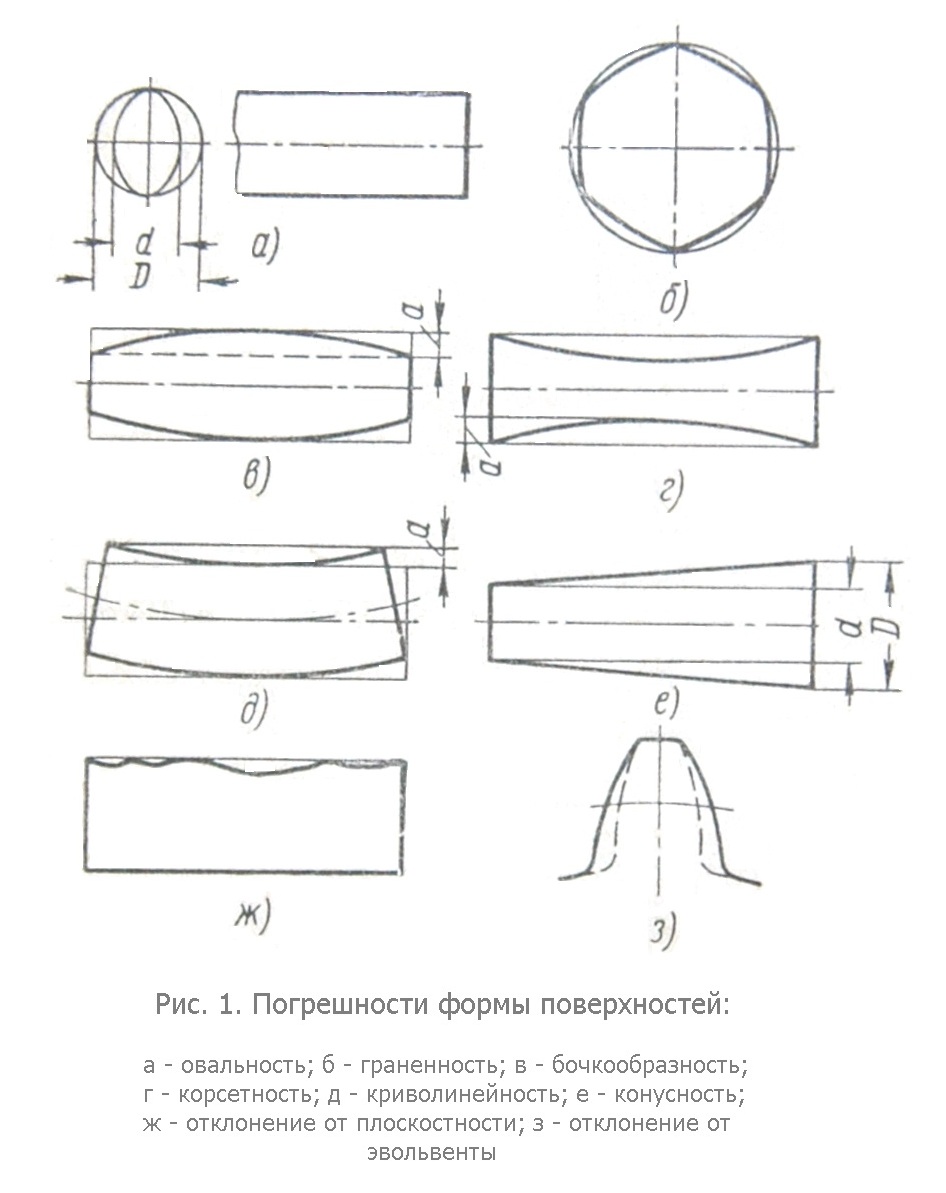
- Точность выполнения формы поверхностей, что означает степень соответствия их формам, указанным в чертеже. Погрешности формы очень разнообразны (см. рисунок 1). Предельные отклонения формы для плоскостей и цилиндрических поверхностей указаны в ГОСТ 10356-63. Цилиндрические поверхности имеют такие дефекты как овальность, гранность, бочкообразность, корсетность, кривизну и конусность. В плоскости могут иметься выпуклости, вогнутости, скрученности и иные искажения. Например, профиль поверхности зуба шестерни или нитки резьбы могут быть отклонены от теоретической формы эвольвенты или спирали и т.д. Неточность формы поверхностей имеет большое влияние на работоспособность машины. Допускаемая величина отклонения формы поверхности зачастую задается частью допуска на ее размер.
 |
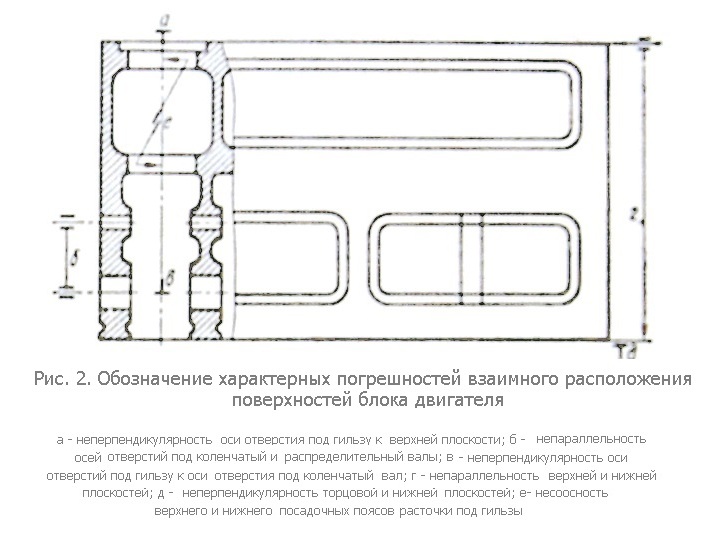
3. Точность взаимного расположения поверхностей деталей. Погрешности взаимного расположения поверхностей деталей и при правильных размерах и форме способны нарушить работу детали в машине. К этому виду погрешностям относят несоосность шеек вала или наружной и внутренней поверхности полой детали (эксцентрицитет), непараллельность или неперпенднкулярность оси цилиндрической поверхности к ее торцу, ошибки углового расположения поверхности (шатунных шеек коленчатого вала, зубьев шестерен), непараллельность и неперпендикулярность плоских поверхностей (верхней, нижней и торцевой поверхностей блока) и т. д. . На рисунке 2 обозначены примеры обозначения характерных погрешностей взаимного расположения поверхностей блока двигателя.
 |
Предельно допустимое отклонение от теоретической формы, взаимного расположения поверхностей или размеров, заданных чертежами, называется допуском.
Величину допустимого отклонения назначают из условий работы и сопряжения деталей в соответствии с ГОСТ. Классы точности определяются величиной допускаемых отклонений, а посадки — характером соединений и величиной зазоров и натягов между сопрягаемыми поверхностями.
Точность, указанная в чертеже, может обеспечиваться разными технологическими методами. При единичном производстве точность взаимного положения поверхностей обеспечивают выверкой, а точность размеров — пробными проходами — последовательным снятием стружки и пробными примерами в начале каждого прохода; при этом точность значительно зависит от квалификации рабочего. При мелкосерийном производстве для обеспечения размеров обрабатываемой детали применяют установку по лимбу, необходимое деление которого определяют пробной обработкой первой детали или по эталону. При серийном и массовом производстве точность обеспечивают предварительной настройкой станка, приспособления и инструмента, то есть способом автоматического получения указанных чертежом размеров; при этом установкой детали в приспособлении обеспечивается взаимное положение поверхностей, а установкой инструмента относительно обрабатываемого изделия — точность размеров.
Обрабатывая детали на автоматических станках и автоматических линиях, применяют измерительные и регулирующие устройства (подналадчнки), автоматически подналаживающие станок на заданный размер в случае выхода детали за пределы допуска. Такие устройства называются устройствами с обратной связью.
При использовании мерных режущих инструментов (сверла, зенкера, развертки, протяжки, мерные фрезы и резцы, фасонные инструменты) точность размеров обрабатываемых поверхностей напрямую зависит от размеров и состояния инструмента, его правильной установки.
Первостепенные причины, вызывающие погрешности во время обработки деталей, таковы:
- геометрические погрешности самого станка, допущенные при его изготовлении или полученные износом его деталей;
- упругие деформации технологической системы станок - приспособление - инструмент - деталь под воздействием усилий резания;
- погрешности при установки заготовок (на станке);
- размерный износ инструмента;
- погрешности в настройке станка на выполняемый размер;
- температурные деформации отдельных элементов системы станок - приспособление - инструмент - деталь;
- погрешности, вызванные внутренними напряжениями в материале заготовки.
Материал статьи написан на основе литературного источника "Технология производства двигателей внутреннего сгорания" М. Л. Ягудин